



不要错过这部精心制作的焊管-精密钢管性能稳定产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
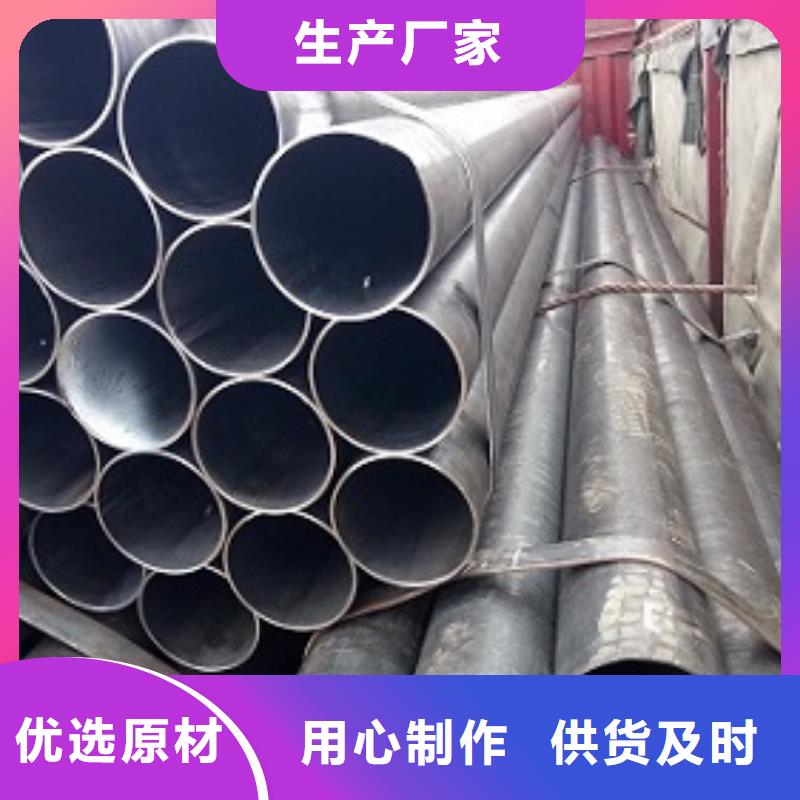
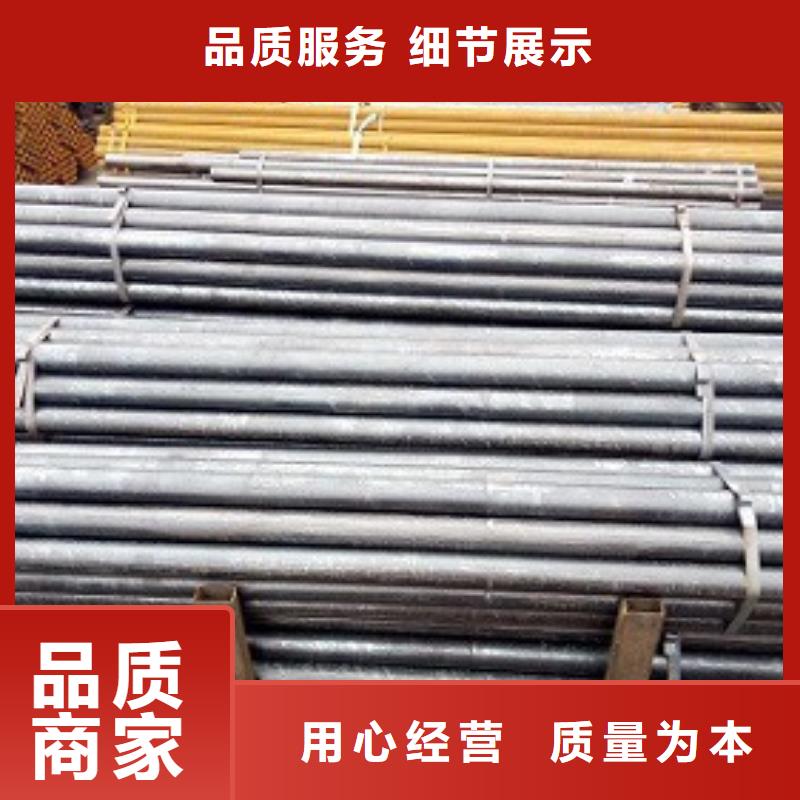
以下是:焊管-精密钢管性能稳定的图文介绍

挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。
冷拔缸筒是以热轧管为材料拔制而成的,热轧管的材质、规格、质量的选取合适与否直接影响着拔制进行和成品质量。选材时应注意以下几点:
(1)在选材时一般在强度保证的情况下,选取硬度低、塑性好的材料;
(2)钢管规格应根据成品的规格选定,保证其延伸率在百分之二十到百分之四十;延伸率过小,成品表面的强度不能保证,过大,使拔制难以进行;
(3)材料表面不能有凹坑、裂纹、裂缝、折叠、结疤、椭圆等严重缺陷;
(4) 选取热轧后放置0.5~2a的钢管,时间过短,钢管表面锈蚀浅薄,时间过长,钢管表面锈蚀过深,这些都会导致钢管表面前处理不充分,从而影响成品表面质量。
前处理


锅炉管和不锈钢管等,国内应用也很普遍。但是,它的主要缺点是爍刺高,对于小直径钢瞥内毛刺无法,影响了使用范围的扩大。近年来,国外对高频烨接设备和焊接工艺进行了改进,使内焊刺高度<0.3mm,焊缝质已达到直流烨水平。因此,新型的商频感应烨接工艺已在小直径精密早普的生产中应用。在日本、西欧、澳大利亚等地区新建的小直径焊管机组全部采用了新型高频感应焊。例如,日本东艺公司于1987~1988年新建1条高频感应焊精密焊管生产线,产品销售国内外;冈岛公司新建了高频精密焊管生产线,产品出口到我国,松下电器公司的方波焊管生产线已决定改造为高频感庾邶,意大利已建成了新型的高频感应焊接精密管生产线。由此可见,新型高频够应焊接小直径精密舉管的工艺E在被国外广泛采用。



亿铭泰 有限公司坐落在风景秀美、交通便捷、人文荟萃、美丽的 山东莱芜无缝钢管之都——山东莱芜,区位优越,交通便捷,基础设备齐全。作为一个 山东莱芜无缝钢管的科技企业,公司吸取了国内外众多的先进知识和管理精华,使自身成为专业化的管理队伍,该队伍具有很强的事业心、责任心和使命感;且在多年的实践和摸索中,形成了“注重人才、注重技术、诚德为本、专业化管理、以创新为己任”的核心经营管理理念。


8.超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行的检查;
9.X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10.扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。
9.X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10.扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。


